

Suporte de formões



Formões são ferramentas muito importantes em uma marcenaria. Há tempos que estávamos desejosos em adquirir formões de parear na Narex.
Estes formões são usados apenas com a pressão das mãos para realizar cortes nivelados a uma superfície de referência apoiada nas costas da ferramenta. São mais longos do que os formões comuns de bancada e o ângulo da aresta de corte varia entre 20 a 25 graus, não sendo raro usuários que cravam delicados ângulos de 17º. Vale deixar claro: estes formões não podem ser percutidos com macete. A aresta de corte em ângulos tão agudos não tem resistência mecânica para suportar os golpes… ela vai dobrar.
Nós resolvemos fazer um suporte digno para nosso conjunto de formões de parear e escolhemos sobras de madeira de Jacarandá mineiro (Jacaranda cuspidifolia) e Guajuvira (Patagonula americana)
Começamos com réguas aparelhadas de jacarandá mineiro, com 45 mm de largura e 12 mm de espessura.

Na serra circular, com um disco de 1/8 de largura de dente, realizamos sulcos em uma das bordas das réguas. Nós utilizamos pentes de pressão (featherbord) para manter a madeira correndo firmemente contra régua paralela da máquina, o que confere precisão e regularidade.


A profundidade dos sulcos foi de 6 mm.
Com as valas executadas (groove), empreendemos o corte de linguetas (tongue) na serra circular de bancada, com três passadas no final das peças.

A lingueta deve possuir a espessura de 1/8 de polegada, exatamente a largura do sulco realizado pelo dente da serra circular. No entanto, essa precisão se for buscada na máquina, pode ser frustrante. A madeira apresenta pequenos empenos, de modo que por vezes o encaixe fica folgado ou não ocorre por excesso de material de um lado ou outro. Sendo assim, sempre cortamos com alguma sobra para regular o encaixe com ferramentas manuais, que são muito precisas nesta aplicação. E escolhemos uma plaina de ombros para isso.

Com a ferramenta realizamos o desbaste da lingueta, ensaiando o encaixe a cada dois golpes de plaina de cada lado. Regulamos a plaina para retirar cavacos com 0,1 mm o que proporcionou uma operação muito segura e um encaixe com muita transferência (firme e sem folgas).

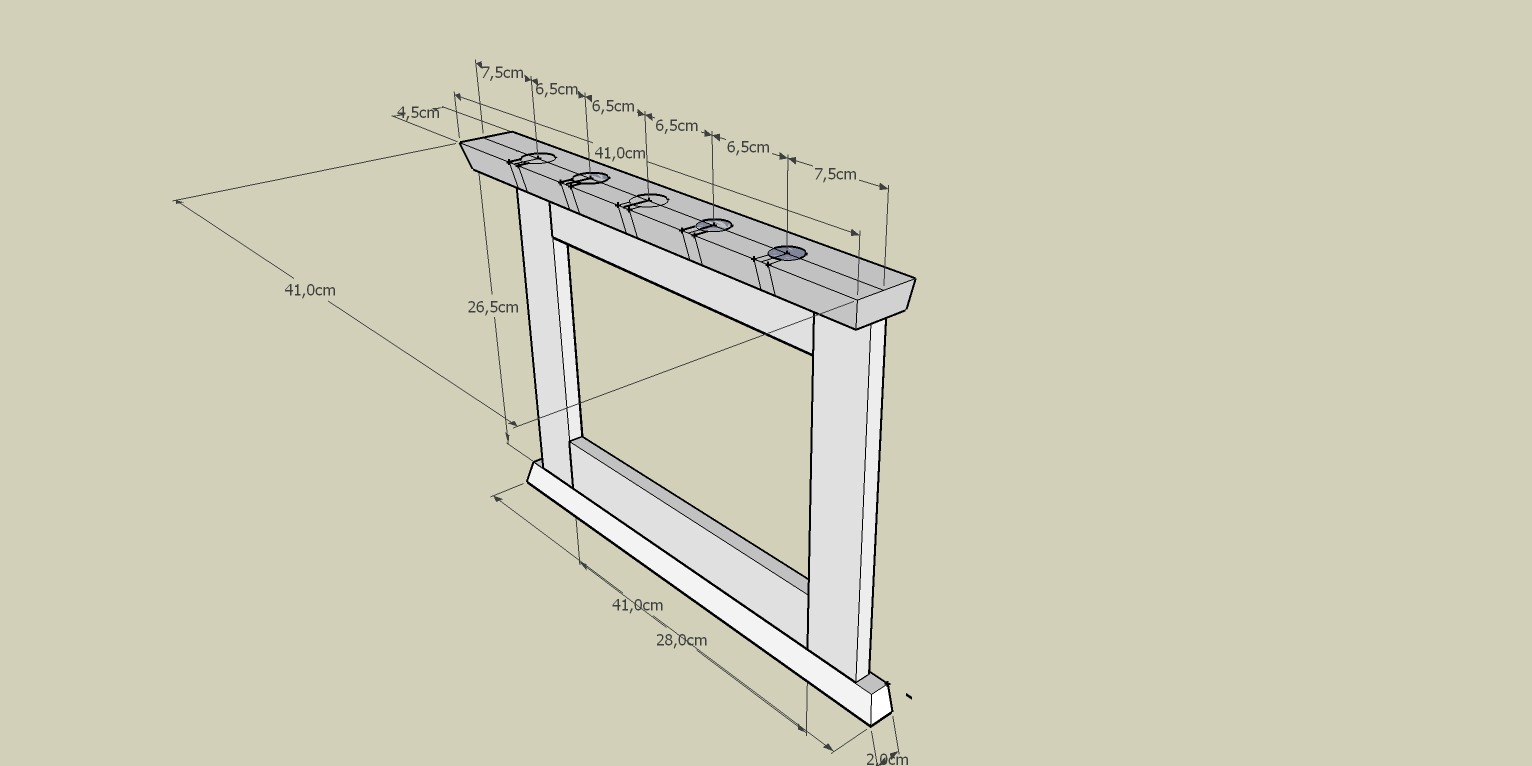
Com todos os encaixes regulados (tongue and groove), montamos nosso quadro.
Quando fizemos as linguetas, aproveitamos para cortar as espigas (à rigor, são como linguetas também, só que mais espessas e não correm em valas, mas sim em furas ou caixas).
Em regra, são as furas que fazemos em primeiro lugar. Ocorre que por questão de velocidade e configuração da máquina realizamos as espigas todas antes.
Executamos as furas menores do que as espigas, para que estas fossem reguladas para aquelas, como deve ser. Assim, não tivemos prejuízo em executar as espigas antes. As caixas foram cortadas com 5mm de largura.

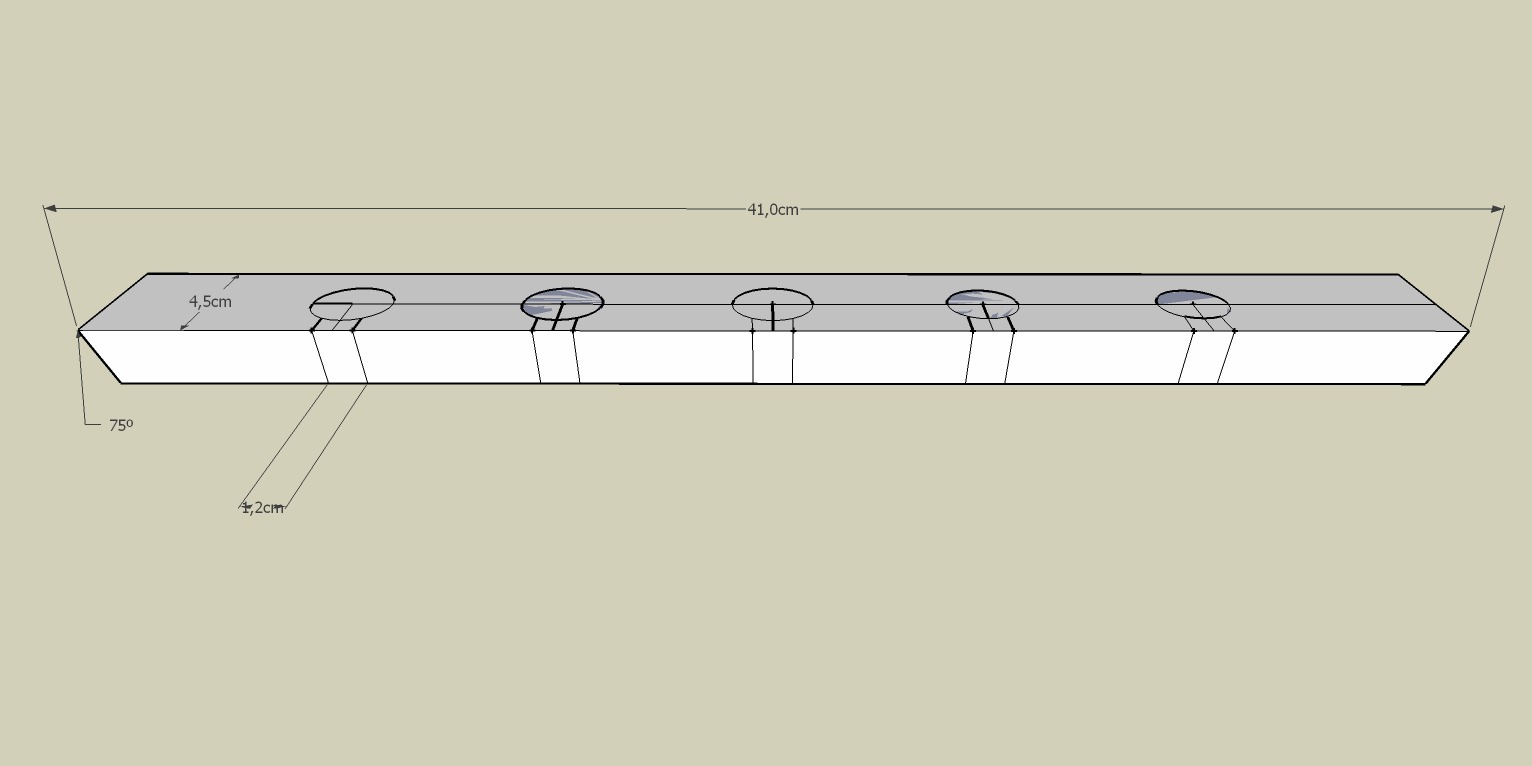
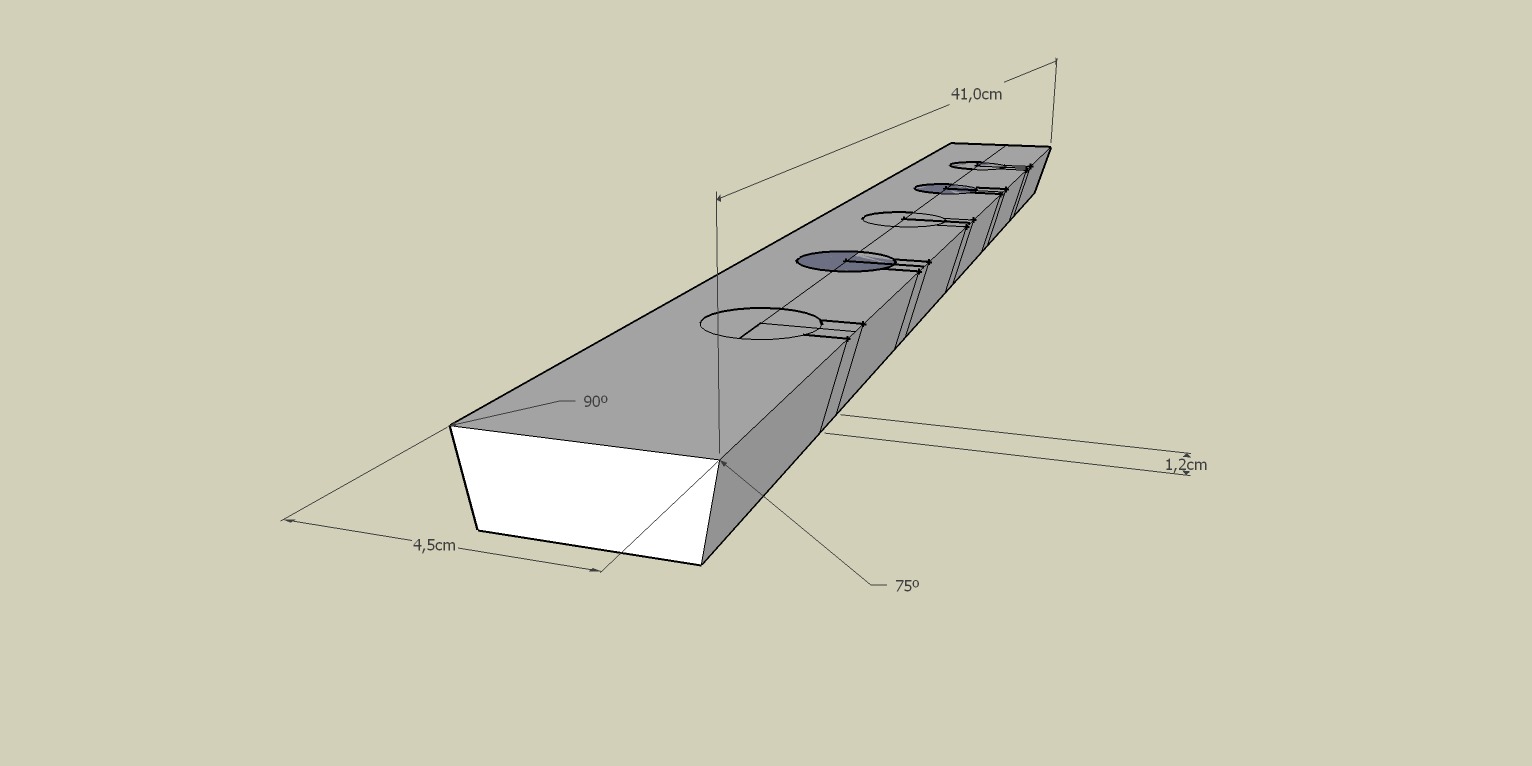
Depois de realizar o corte da caixa com formão, fizemos os furos circulares na madeira que suportaria as ferramentas.
Para calcular o diâmetro dos furos, realizamos medidas no ferrolho dos formões. Três formões tinham 25mm de diâmetro e dois a medida de 22mm. Fizemos os primeiros três furos com broca fostner de 1’ polegada (25,4 mm) de diâmetro e os outros dois com uma broca chata de 7/8” (22,22mm).
Com os furos efetivamente realizados, cortamos os ângulos nos topos e na borda frontal (15 º). E então ensaiamos o encaixe no quadro montado, ajustando a espiga com a plaina para a máxima transferência:

Fizemos cortes verticais na borda frontal com 12mm de largura, para poder sacar os formões, já que três deles excedem em largura o diâmetro do furo. Para retirar o formão, basta levantar pelo cabo, girar e puxar.

A montagem da régua inferior também se deu com fura e espiga, o que conferiu uma estrutura bastante rígida ao conjunto. A barra inferior, além da função estrutural, confere uma certa proteção contra as arestas de corte das ferramentas, pois se projeta à frente, como um para-choque de carro. A barra inferior também teve chanfros em 15º, para ter uma composição harmônica com a barra superior que suporta os formões.

Aplicamos uma moldura interna de Guajuvira, para manter as arestas de corte descoladas da madeira do quadro, mas ainda recuadas em relação à barra inferior.
Para preencher o interior da moldura resolvemos estofar couro natural. Começamos por marcar no verso do couro a forma necessária para preencher todo o espaço.

Depois cortamos manta acrílica no tamanho exato do retângulo formado pelas molduras.


Depois bastou prender o conjunto inteiro no painel de ferramentas. Os formões ficaram muito bem encaixados, com enorme segurança e com um resultado estético satisfatório.

Inicialmente tínhamos pensado em colocar o suporte de formões dentro do armário ao lado, mas vejam como são grandes estas ferramentas. Perderíamos substancioso espaço e temos muitos xodós ainda para acondicionar.

O couro ficou acetinado na foto porque tinha acabado de ser hidratado, mas é negro e fosco.


Agora seguem as medidas para que você consiga fazer esse suporte de formões em sua própria oficina:
Qualquer dúvida, pode nos enviar e-mail ou conversar diretamente conosco no direct do instagram.
Vinícius Carvas